neuer Getriebedeckel für die BF20 - PTHobby
Hauptmenü:
- PTHome
- Aktuell
- Menütrennlinie 4
- LiveCam
-
Tages Kino
-
 Segler-Filme
Segler-Filme
- 2016
- 2013
-
 Meisen-Filme
Meisen-Filme
-
 Sperlings-Filme
Sperlings-Filme
-
- Menütrennlinie 7
- Mauersegler
- Meisen
- Brutstatistik
- Durchblicke
- Cam & Technik
- Menütrennlinie 5
-
Werkzeugmacher
- Drehbank
-
Fräsmaschinen
- High-Z S-400
- Optimum BF20
- Diverses
- Menütrennlinie 3
- Galerien
- Menütrennlinie 6
- Impressum
neuer Getriebedeckel für die BF20
Für das Projekt, Drehstromantrieb für die BF20, ist auch ein neuer Getriebedeckel erforderlich, einerseits ist das Originalteil zu niedrig um dem neuen Zahnriementrieb genügend Raum zu geben, andererseits ergibt sich auch eine veränderte Geometrie durch die gewählten Zahnriemenräder und den 0.75Kw Motor. So habe ich in einem aufwändigen Verfahren die fixen Positionen bestimmt, das sind die Hauptspindel bezüglich der Befestigungsschrauben des Getriebedeckels und die maximalen Aussenabmessungen. Es sollte ja immer noch möglich sein den kompletten Spindelkopf zu drehen. In meinem Hinterkopf hat sich auch noch was festgefressen, so soll es möglich sein, dass nach dem Montieren des fertigen Getriebedeckels mit Motor, und dem Einschrauben der sechs Befestigungsschrauben, die Zahnriemenspannung gerade optimal ist,.... der Werkzeugmacher lässt grüssen...
Bei Gelegenheit besorgte ich mir im Metall Laden in Dietikon eine anständige Portion Aluminium in Plattenform und in genügender Grösse, mit der Option ein zweites Werkstück herstellen zu können, den möglichen Zuschnitt 'ersparte' ich mir, dazu später mehr. Es begann nun die Konstruktionsphase des gewünschten Deckels, ich verwende dazu meine favorisierte Anwendung, Dolphin PartMaster Cad/Cam, Dieses Tool hab ich mir bei Dolphin CAD/CAM USA besorgt, die bieten auch für Hobbyisten eine Lizenz an, deren Preis nicht gerade billig aber fair ist, wenn man bedenkt was das Programm alles leisten kann, am Schluss habe ich den Mach3 Code mit dem ich den Laptop an der Fräsmaschine füttern kann.
Ich verwende zusätzlich den Aufpreis pflichtigen Dolphin Lizenz Dongle, da ich es nie fertig gebracht habe das Produkt (Version10) online zu aktivieren, war da scheinbar zu dusselig, aaaber dieser Dongle hat nun den nicht zu verachtenden Vorteil, dass ich das Programm auf den verschiedensten Rechnern installiert haben kann und mittels des Dongles so unabhängig bin.
Die Geburt der Zeichnung des Gehäuses war eine harzige Angelegenheit, denn die verschiedenen Komponenten beeinflussten das Ganze erheblich.
Da wären, die aussen Abmessung des Motors, dann die Zahnriemenräder, deren Achsabstandvariationen bedingt durch die bei Mädler verfügbaren Zahnriemen und dazu das Übersetzungs Verhältnis, das noch genügend Leistung zur Spindel bringt und einer daraus resultierenden Spindeldrehzahl die den Motor am Frequenzumwandler nicht überfordert (geplante Spindeldrehzahl ca. 3000 Umdrehungen).
Danach war ein weiterer nicht unwichtiger Arbeitsschritt nötig, das Planen der optimalen Produktionsschritte und der Werkzeugwechsel, es sollte möglich sein das Werkstück nur einmal umzuspannen und nur einmal umzudrehen.
Zur Planung ist zu sagen, meine BF20 hat den kleinen/kurzen Tisch. Um die Frästeile einfacher zu befestigen, verwende ich eine mit dem Tisch verschraubten Alu-Grundplatte, dort ist auch der Werkzeuglängensensor fixiert. Da wird's für das Rohteil eng.. zumal das Gehäuse mit seiner 30mm Materialstärke, auch stabile(16mm) und lange(>30mm) Fräser voraussetzt. Der Fräser Durchmesser plus eine kleine Reserve bestimmt der nötigen freien 'Umschwung' um das Werkstück herum, dies Alles sollte nirgends einen Endanschlag der Fräsmaschine tangieren.
Daraus resultierten nun folgende Schritte, als erstes musste diese nicht gerade kleine Rohmaterialplatte geteilt werden, da rächte sich der 'gesparte' Zuschnitt. Nun denn, die Metallkreissage die in der Werkstatt steht, ist zu klein, da war guter Rat teuer, an der Drehbank würde man zur festen Lünette und dem Abstechstahl greifen.... Abstechstahl... der passt doch auch in den Atlas Schnellhobler ... der Schraubstock ist genügend gross. Es folgt nun das Abstechen der Aluplatte mit der Hobelmaschine, unterstützt mit viel Schmierpetrol, damit der besagte Stahl nicht festfrisst. Ehrlich gesagt, das war eine echte Würgerei. Bei einer Einstichtiefe von ca. 15mm, wendete ich die Platte um danach die zweite Hälfte in Angriff zu nehmen, so konnte der drohende Bruch des Abstechstahls verhindert werden. Bilder dieser 'Abstecherei'.
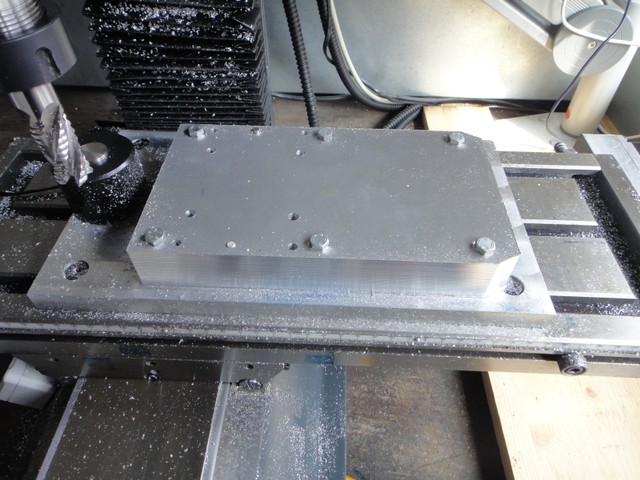
Alles hat ein Ende, nach erfolgreicher Materialtrennung und Reinigung der treuen Hobelmaschine, konnte ich das Teil ein erstes Mal auf meine Alugrundplatte der BF20 festspannen.
Als erstes werden alle Löcher gebohrt, sechs für die Deckel-Befestigungsschrauben, zwei für die Positions- Stifte, diese erlauben mir, die Platte zu entfernen und anschliessend wieder an der identischen Stelle festzuschrauben ohne dass die Kanten vom Werkstück neu zu vermessen wären. Die Befestigungslöcher des Motorflansches wurden ebenfalls und auch noch ...als Notnagel sozusagen... vier weitere Löcher, für einen eventuell doch nötigen verschiebbaren Motorflansch, einzig das Loch für das Kabel des Drehzahlsensor ist mir da entwischt (vergessen/verschluckt/nicht da), einfach blöd, wenn man den Deckel das erste Mal montieren will.... wer hat's erfunden.... hä? 'der' Schweizer.
Diese erste Aufspannung wurde mit Spannbriden erledigt, für die zweite Aufspannung habe ich die Getriebedeckelschrauben vorgesehen, die Gewinde dazu werden durch den Getriebedeckel in die Aluaufspannplatte mittels eines Gewindebohrers mit dünnem Schaft, geschnitten (als erstes 5mm Loch 40mm tief, dann 6.0mm 30mm tief, da nehme ich normale Sechskantschrauben, die bauen nicht so hoch und stören weniger beim Fräsen, da diese 6 Löcher, der gewünschten 'optimalen' Riemenspannung wegen, nur einen Durchmessen von 6.0mm aufweisen und eventuelle Materialverformungen um das Loch (durch das Festziehen), keinen Einfluss auf die 'Planheit' des Deckels haben durfte, wurde jedes Loch noch mit einem 11mm Fräser um 0.5mm tief abgesetzt.
Somit wurde nach dem Fertigstellen aller Bohrungen, diese sechs Schrauben eingedreht und damit das Werkstück zusätzlich auf die Alu-Grundspannplatte gepresst. Nach dem Einsetzen der Positionsstifte, in die auf 5mm ausgeriebenen Bohrungen, werden die Spannbriden entfernt.
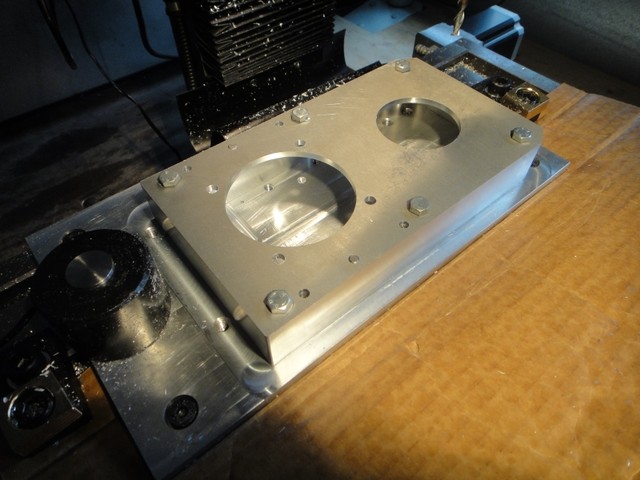
Nun ist der Platz frei für die 'Umgebungsarbeit', der 16mm Schruppfräser brachte die Aussenseite in Form. In einem weiteren, lange dauernden Schritt, wird nun im Inneren alles nicht benötigte Material 'ausgeräumt'.
Wer will kann nun mit dem 16mm Schruppfräser bis an die endgültigen Innenmasse fahren, ich als Werkzeugmacher ziehe den Finish durch einen Schlichtfräser natürlich vor, erst folgt aber wieder die Bearbeitung der Aussenseite, danach, bestimmt durch das Fräsprogramm der Innenbereich, obwohl diese schöne glatte Fläche im Inneren des Deckels, nach dem Zusammenbau, nur noch der Zahnriemen 'sehen' kann.
Nach dieser intensiven Fräserei war der Staubsauger komplett mit Aluspänen zu und musste erleichtert werden. Die sechs Schrauben werden nun gelöst, der um einiges leichtere Getriebedeckel, nach einer Pressluftreinigung, gewendet und verstiftet wieder festgeschraubt. Im nächsten Durchgang werden die Löcher für Spindel und Motorflansch durchgefräst, danach mit einem 90° Fräser alle Kanten gebrochen.
Abschliessend liegt der fertige Getriebedeckel auf dem Frästisch, ein erfreulicher Anblick. Ein Bebilderter Kurzüberblick der Bearbeitungsschritte
Eine erste Anprobe (nach Abkühlung der Maschine) ist nun angesagt, dies ist ein erster Test ob meine Konstruktion keine Denkfehler aufweist, denn das Teil ist ja eigentlich ein Prototyp.
Die sechs Befestigungslöcher passten auf Anhieb, die beiden frontseitigen An Schrägungen mussten noch leicht Abgeändert werden, das Loch für die Spindel war auch nicht ganz korrekt positioniert.
Nun musste ich nochmals meine Gehirnwindungen beanspruchen und am CAD Programm die Änderungen einfliessen lassen. Das Loch für die Spindel muss 1,5mm nach vorne verschoben werden, damit es kein 'Lang Loch' wurde, habe ich nach der Neupositionierung des Zentrums, den Durchmesser einfach um 3mm vergrössert, das fällt nicht auf und die Position des hinteren Randes des Loches bleibt an derselbe Stelle.
Das Loch des Motorflansches ergab ein wenig mehr Arbeit, da konnte der Trick mit dem grösseren Durchmesser nicht realisiert werden, der Motorflansch ist gegeben. So wurden die fünf, den Motor betreffenden Löcher zu 'Langlöchern'.
Eine zweite Anprobe war nun 'Stimmig', auch ein Probelauf mit noch ungeregeltem Motor, bei 3000 Umdrehungen, verlief erfreulich. Nicht gelöst hat sich zu diesem Zeitpunkt das Problem der Befestigung der motorseitigen Zahnriemenscheibe, doch dazu mehr im Kapitel Drehstrommotor
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}