Spindelverlängerung mit Zahnriemen Rad - PTHobby
Hauptmenü:
- PTHome
- Aktuell
- Menütrennlinie 4
- LiveCam
-
Tages Kino
-
 Segler-Filme
Segler-Filme
- 2016
- 2013
-
 Meisen-Filme
Meisen-Filme
-
 Sperlings-Filme
Sperlings-Filme
-
- Menütrennlinie 7
- Mauersegler
- Meisen
- Brutstatistik
- Durchblicke
- Cam & Technik
- Menütrennlinie 5
-
Werkzeugmacher
- Drehbank
-
Fräsmaschinen
- High-Z S-400
- Optimum BF20
- Diverses
- Menütrennlinie 3
- Galerien
- Menütrennlinie 6
- Impressum
Spindelverlängerung mit Zahnriemen Rad
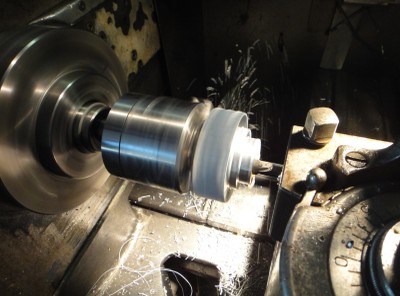
Die Buchse wird aus Stahl gedreht, der Aussendurchmesser der Andrehung richtet sich nach dem Ergebnis der Ausmessung der Spindel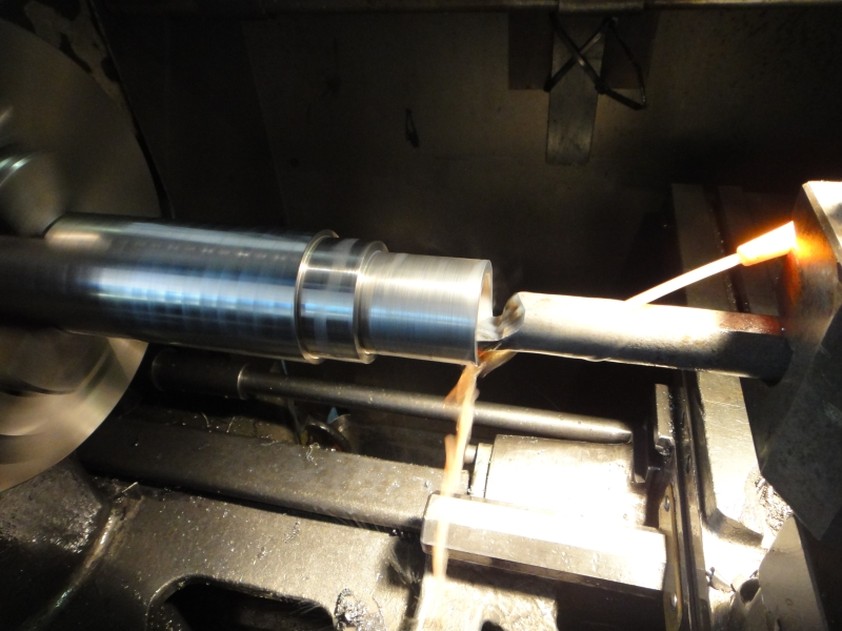
Das gute Stück ist etwas 'lang' eingespannt, aber die Maschine verkraftet das ohne zu murren, auch die Genauigkeit leidet darunter nicht.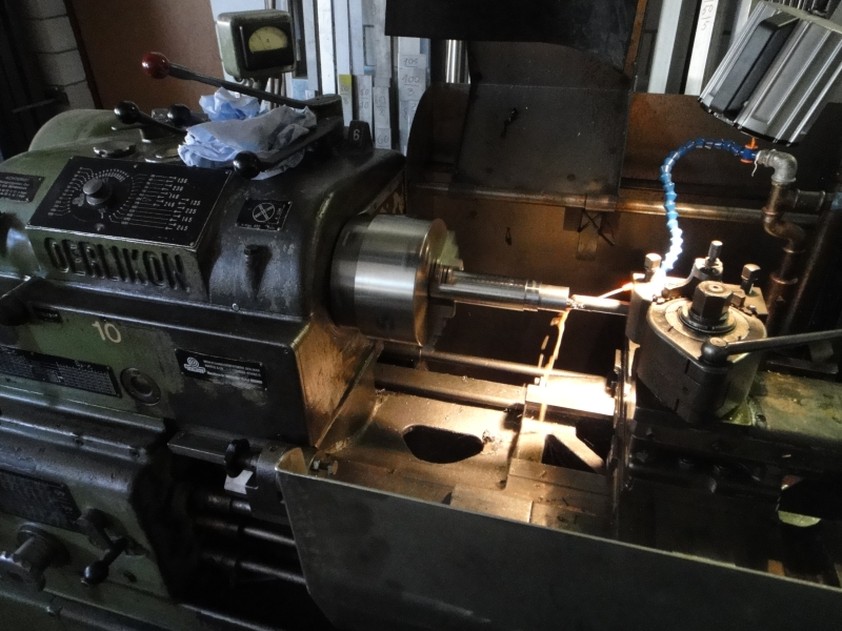
Zur genannten Genauigkeit...ein Überblick erklärt alles, Masse macht's! Zur Grösse des original Multisuisse, die ist "D", da passen massivste Drehstähle rein.
Kurz vor dem Einsetzen in die Spindel, ich war gespannt wie das Teil da passen würde, denn das Messen der Hohlwelle mittels einer digital Schiebelehre war nicht unbedingt optimal, aber man nimmt das was man hat.
Passt, könnte aber besser sein, es hat 'genügend' Spiel, der O-Ring wird sicher eingesetzt werden müssen, sonst läuft der Kleber garantiert nur durch.
Es folgt nun Bearbeitung der Alu Zahnscheibe
ZahnriemenRad (ZrR) an der angedrehten Seite im 4-Backenfutter einspannen und den Rundlauf mit einer Messuhr, die mit einem Elefantenfuss versehen ist, ausrichten. Auf folgendem Bild ist Das ZahnriemenRad der nicht realisierten Variante 2 abgebildet.
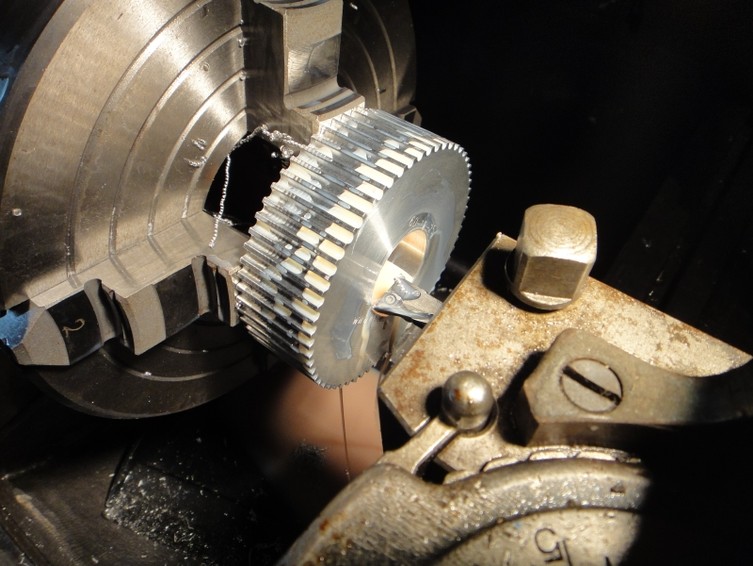
Stirnfläche Plandrehen, dann folgt das Durchbohren auf ca. 18mm und bitte nicht mehr, damit das gute Stück nicht von der Kraft des Backenfutters gestaucht wird, oder beim Festsitzen des Bohrers im Werkstück, dieses sich nicht im Futter dreht.
Nun erfolgt das Ausdrehen auf das Mass der Spindelverlängerung
d.h. Durchmesser Ø 45.0 mm, und 28.5 mm Tief. Nun habe ich noch einen Ansatz für die Originalspindel freigedreht
Ø 45.05 mm. Die Eindrehung auf der Stirnfläche schafft Raum für den Segerring.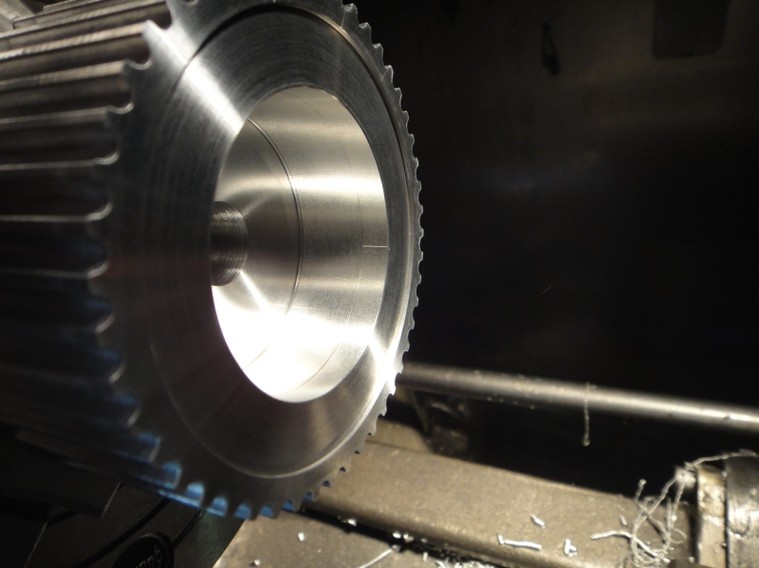
Das ZrR habe ich nun umgespannt in ein 80mm Dreibackenfutter mit angeflanschtem MK2, da verbleibt es nun für die weiteren Bearbeitungsschritte.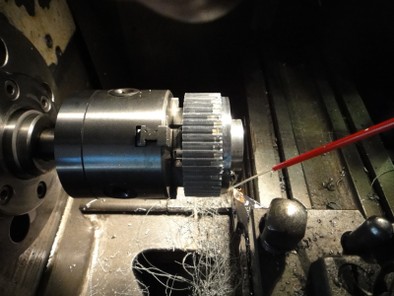
Die bestehende Andrehung wird nun sauber gedreht, dass der Zusatzring aufgeklebt werden kann. Das ZrR der Variante 1 benötigt diesen ominösen Zusatzrig, falls man die Magnete der Drehzahlmesseinheit weiter verwenden will, ansonsten kommt man nicht auf den 50mm Durchmesser und das ZrR würde nicht über den Getriebedeckel hinausschauen.
Fixierung des ZrR mit eingeklebtem Zusatzring damit der Kleber in Ruhe aushärten kann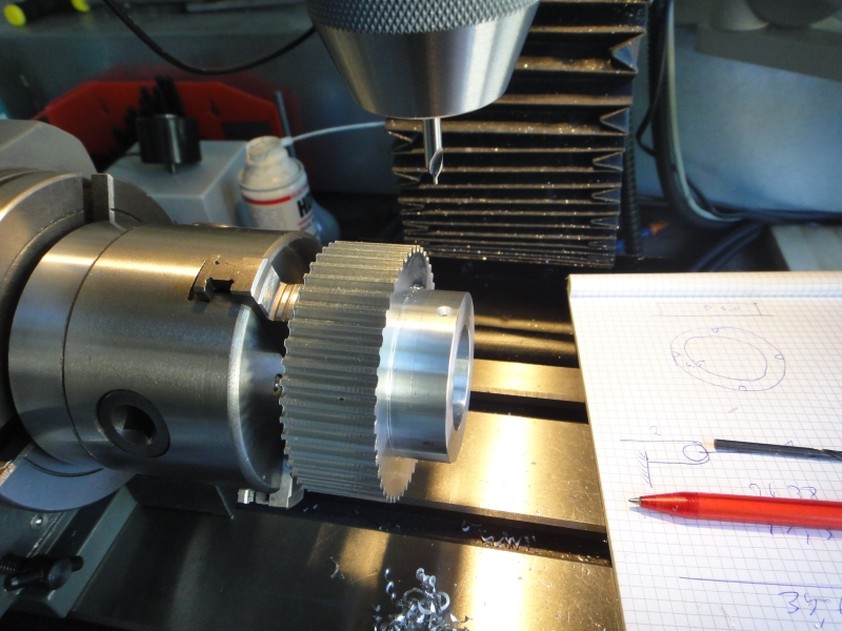
Nun sind die vier Löcher für die Magnete des originalen Drehzahlsensors an der Reihe.
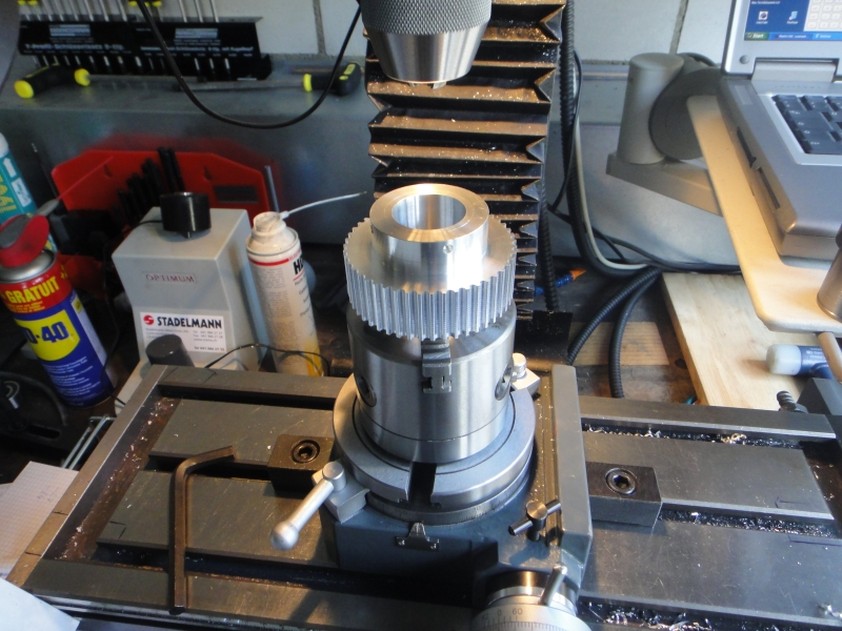
Für die weitere Bearbeitung wird der Teilapparat in die Senkrechte Position gestellt.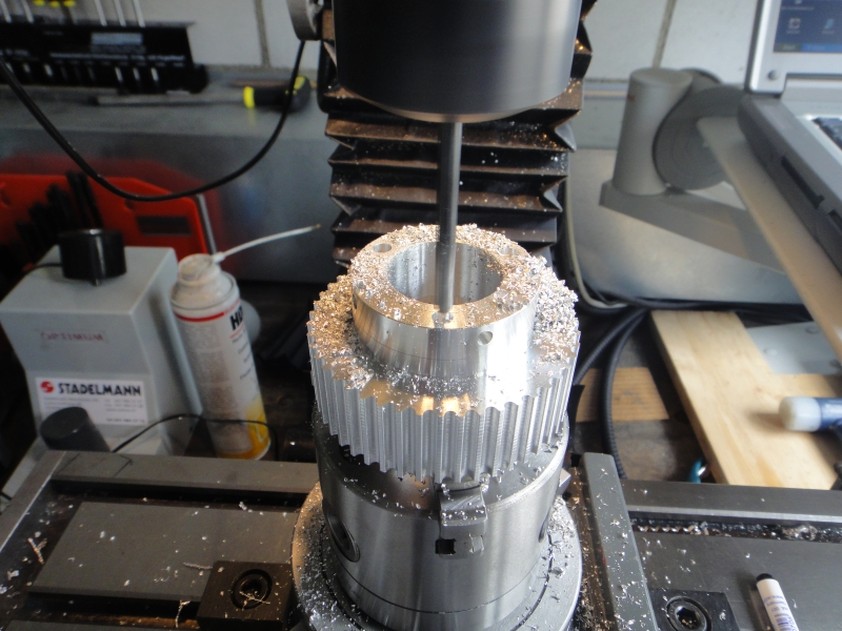
Warnung:
Folgende Beschreibung der Produktionsschritte ist hoffentlich nachvollziehbar und verständlich, aber sicher nicht einfach, das Vorstellungvermögen wird arg strapaziert werden.
Weiter im Text.
Vorausgesetzt wird, dass die Ausrichtung der beiden Zentren (Teilapparat und BF20 Spindel) übereinstimmt.
Es können die 5mm Löcher mit dem Zentrierbohrer angebohrt werden TkRadius 20,51 mm, auf Position 0°, 120°, 240°.
Anschliessend mit einem 4.8mm Bohrer durchbohren, mit der 5mm Maschinenreibahle auf das Nennmass von 5mm aufreiben.
Die Bohrung ist nach 19.3mm durch, wir reiben aber vorsichtig mit minimalem Vorschub noch ca. 5mm tiefer, die Ausdrehung von Ø 45.0mm wird dabei leicht ‚angekratzt‘.
Die Löcher für die Inbusschrauben werden auf dem TkRadius 19.0 mm bei 70°, 190°, 310° angebohrt und mittels Ø 3.3 mm Bohrer durchgebohrt. Mit meinem Zapfensenker (für M3) [3.2mm / 6.5mm] um 5mm abgetieft. Da wir aber eigentlich M4 benötigen scheinen diese 3.3mm (M4 Kernloch) in diesem Teil erstmals suspekt, hat aber einen triftigen Grund, denn diese Löcher dienen in einem späteren Bearbeitungsschritt als Bohrbuchsen.
{kind=link}
{kind=link}
![Zapfensenker (für M3) [3.2mm / 6.5mm]](files/dsc00730.jpg){kind=link}
Die Vorarbeiten am ZrR sind nun abgeschlossen. Das 80mm Drehfutter im Teilapparat wird nun wieder in die Nullposition zurückgefahren. Das ZrR wird ausgespannt und an dessen Stelle wird die SpindelverlängerungsBuchse am dünneren Ende eingespannt. Da alles auf null steht, genügt ein Messtaster in einer Spannzange in der Spindel, um den Rundlauf der Verlängerung zu überprüfen, mittels sanften Korrektur Schlägen ist dies zu erreichen, vorher unbedingt den Messtaster aus der Gefahrenzone bringen, denn der verträgt absolut keine Schläge! Die Position des Teilapparates darf nicht verstellt werden, sonst ‚eiert‘ später das Zeugs.
Die Löcher im inneren des ZahnriemenRades werden leicht entgratet. Das ZrR wird nun auf die SvB geschoben und dient als Bohrbuchse. Als Erstes werden die Löcher der M4 Inbusschrauben gebohrt, 3.3mm Bohrer TkRadius 19mm anfahren und den Teilapparat auf 70° drehen, danach das erste Ø3.3mm / Ø6.5mm Loch unter den Bohrer positionieren (durch händisches Drehen des ZrR auf der SvB). Diese erste Position soll unbedingt mechanisch Markiert werden (ArkoGraf / Körner / Reissnadel), damit später immer dieselben Löcher aufeinander treffen. Bohrtiefe im Stahl der Spindelverlängerung beträgt 10-12mm.
Da die ganze Geschichte, trotzt des " mini" Teilapparates Wabeco Ø110mm doch recht hoch baut, war ich gezwungen alle Werkzeuge mittels ER-Spannzangen einzuspannen, mein Bohrfutter ist da einiges zu lang… oder die Z-Achse der BF20 zu kurz….
Wenn dieses erste Kernloch "steht", wird der 3.3mm Bohrer ausgespannt, mittels passender ER-Spannzange wird nun ein 4.1mm Bohrer eingesetzt. Damit wird nun das ZrR vorsichtig durchbohrt, ohne in die SvB zu bohren. Jetzt muss das ZrR vorsichtig von der SpindelverlängerungsBuchse abgehoben werden. An die Stelle des 4.1mm Bohrers wird nun der M4 Maschinengewindebohrer eingespannt, so kann das Gewinde schön zentrisch angeschnitten werden, danach Spannzange lösen, Pinole ganz zurückfahren ein kleines passendes Windeisen auf den Gewindebohrer setzen und mit viel Feingefühl das Gewinde schön senkrecht fertigschneiden, da es ein Sackloch ist, heisst das unbedingt Späne brechen, durch zurückdrehen des Gewindebohrers. Lieber dreimal zu viel zurückgedreht und die Späne abgeklopft, als einen gebrochenen Gewindebohrer riskiert. Das Gewindeloch leicht entgraten, damit die Oberfläche der SvB schön plan ist. Das ZrR wird wieder aufgesetzt und mittels einer "vorbehandelten" Inbusschraube M4x20 (Kopf Ø 6.5mm) festgeschraubt.
Nun können die beiden weiteren Löcher auf 190° und 310° gebohrt werden, erst wieder Ø3.3mm, danach aufbohren auf Ø4.1mm. Die Gewinde schneiden wir später, nichts desto trotz viel Spass bei dem dauernden Spannzangen wechseln… Wer will, kann natürlich die Gewinde auch gleich noch schneiden, aber das ZrR würde ich momentan nicht mehr abheben.
Es folgt nun die Bearbeitung der 5mm Löcher, dazu den Teilapparat wieder auf 0° einstellen und den TkRadius 20.51 mm anfahren. Nun benötigen wir einen 5mm Schaftfräser (Zentrumschneidend) in sehr langer Ausführung, damit fahren wir vorsichtig durch die ausgeriebene Bohrung bis hinunter auf die SvB da fräsen wir nun nur 1.0mm tief in den Stahl. Später wird das dann so aussehen, allerdings ist auf dem Bild schon das kleinere Loch sichtbar.
Es kommt nun die spezielle Bohrhilfe zum Einsatz, es ist ein 22mm langer, 5mm durchmessender Silberstahl mit einer durchgehenden 2.5mm Bohrung. Bohrbuchse genannt.
Diese Bohrbuchse setzen wir nun in das gerade gebohrte und "ausgeblasene" 5mm Loch, danach wird mit einem 2.5mm Bohrer das Loch durch die SvB durchgebohrt. Nach entfernen der Bohrbuchse und einspannen eines 3.1mm Bohrers wird ca. 8-10mm tief in die SvB gebohrt. Achtung NICHT durchbohren denn wir brauchen den Rest der 2.5mm Bohrung in einem weiteren Bearbeitungsschritt! Wenn nun die beiden weiteren 5mm Löcher auf 120° und 240° dieselbe "Behandlung" erhalten haben, kann aufgeatmet werden… es folgt nun der wirklich anstrengende Teil, das Verbohren der original Spindel.
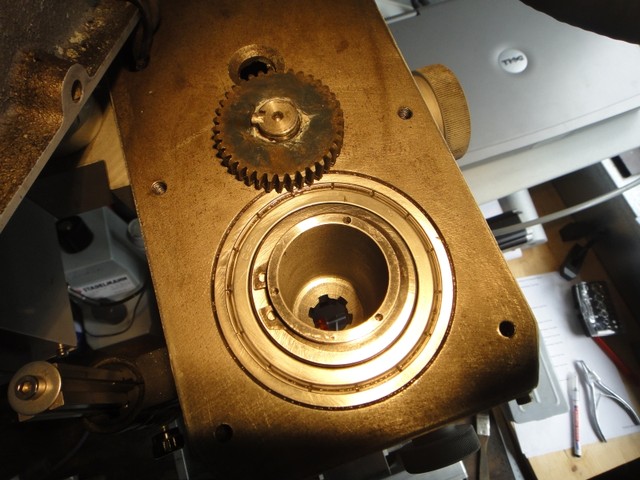
Die BF20 Stromlos machen, Anzugstange und ER-Spannzangenhalter ausbauen. Die Kunststoffabdeckung des Spindelmotors entfernen, danach die 6 Inbusschrauben des Getriebedeckels rausdrehen und den Deckel mit dem Motor vorsichtig nach links abkippen, bis er an der Bedieneinheit aufliegt, wer will kann natürlich die Motorkabel abhängen und den Drehzahlsensor ebenfalls zurückziehen, da kann dann der Deckel komplett weg. Bei mir sind sich natürlich, durch das viele nachmessen bei der Planung, die Kabel schon einiges gewohnt und haben sich ‘angepasst‘….
Das Kunststoffzahnrad wird nach dem Entfernen des Segerrings von der Achse abgezogen. Die neue Druckfeder mit der neuen Spannbuchse sind ja schon verbaut, somit hat es genügend "Freiraum" für die Spindelverlängerung, nun muss noch der riesen Segerring der Spindel entfernt werden, dieser ist im Weg beim Bohren und Gewindeschneiden, eine geeignete Segerring Zange ist nun gefragt.
Das immer noch mit der SpindelverlängerungsBuchse verschraubte ZahnriemenRad wird als Einheit aus dem 80mm Futter gelöst und gereinigt (Pressluft) danach kann es in die Spindel der BF20 eingesetzt werden.
Ich habe nun mittels einer Klemmzange und einer Spannbride den Wellenstumpf, (dort wo das abgezogene Kunststoffzahnrad war) am Drehen gehindert, so blockiere ich auch die Spindel (bei eingerastetem Getriebe Knopf)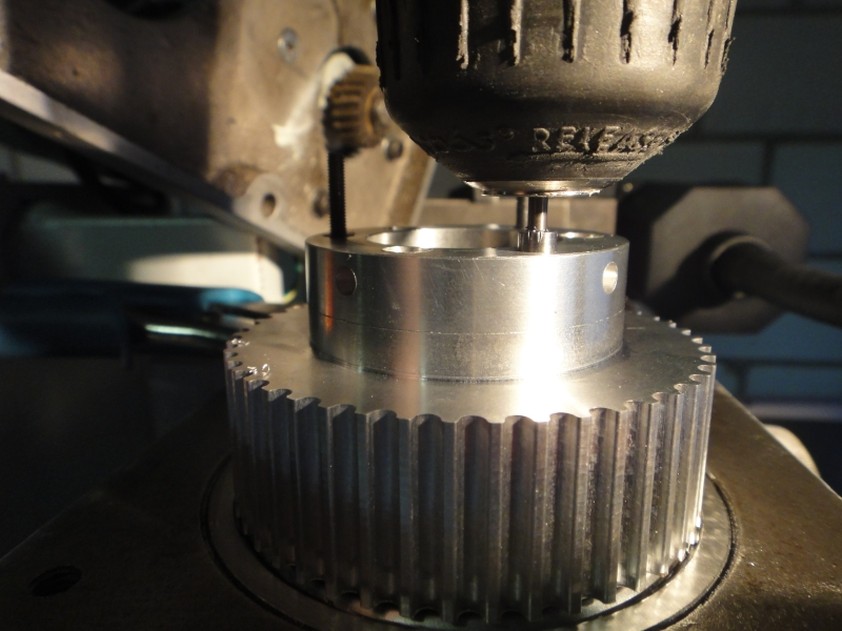
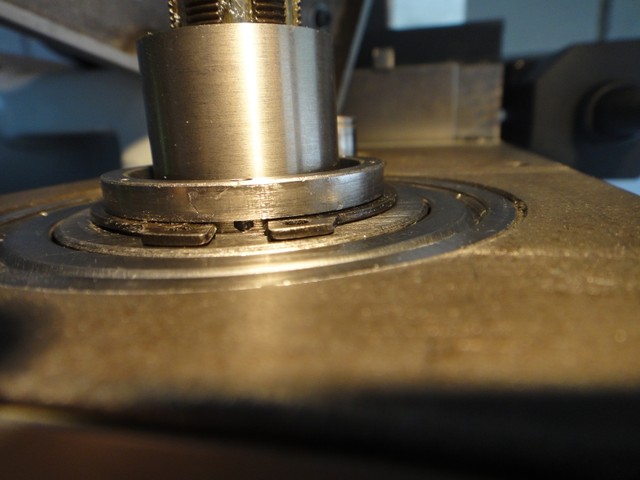
Nun benötigen wir wieder die 5mm "Bohrbuchse" die in eines der Löcher des ZrR gesteckt wird, mit einer Hand- oder Akkubohrmaschine wird mittels eines 2.5mm Bohrer das Loch in den Spindelrand gebohrt, da durch die Späne die Bohrbuchse hochgedrückt wird, müssen die anfallenden Späne mehrmals entfernt werden, ich benutzte dazu einen Inbusschlüssel, dessen Spitze magnetisch ist. Das Loch wurde so tief gebohrt, bis es in der Nut der Segerringes deutlich sichtbar ist .(*) Vorsichtig kann nun das M3 Gewinde in dieses arg kurze Loch geschnitten werden. Den Gewindebohrer steckte ich in eine Führung die ihn schön senkrecht hielt, beim Schneiden aufpassen, denn wenn die Nut erreicht ist, wird der Gewindebohrer zur Seite gedrückt und das Gewinde wird grösser als gewollt. Nach Fertigstellung dieses 1. Gewindes bitte die Position der SvB und der Spindel mechanisch Markieren und die überstehende Brauen des Gewindeloches mittels einer feinen Feile ‘flachmachen‘. Es muss nun auch dieses 1. benutzte Loch am ZrR aber unbedingt NUR dieses, auf 3.1mm fertig aufgebohrt werden. Dazu braucht man eine Ständerbohrmaschine, die Fräse kann man ja nicht benutzen...
(*) Der geneigte Leser bemerkt sicher, dass ich auf obigem Foto das Fixieren gegen Verdrehen mittels eines 2.5mm Bohrers im 1. Loch (vor dem Gewindeschneiden) erledigt habe, die Gewinde habe ich erst nach dem Bohren aller 3 Löcher erledigt, hatte aber so das Problem der "zuwenig Hände" ZrR festhalten Akkubohrer halten und die Bohrbuchse?....darum schlage ich vor das 1. Loch komplett fertigzustellen und der eingesetzten Schraube das Fixiren zu übertragen.
Nach dem Entgraten mittels eines 4mm Bohrers (von der Unterseite her), wird das ZrR das mit SvB verschraubt ist, wieder auf die Spindel aufgesetzt und mittels einer speziell angepassten Inbusschraube festgeschraubt (M3x30mm mit Schaft, gekürzt auf 19mm und den Kopf auf einen Ø von 5mm runtergedreht).
Es folgt nun die Bearbeitung der beiden weiteren Löcher/Gewinde im oben genannten Vorgehen, schlussendlich sollten sich nun drei M3 Gewindelöcher im schmalen Spindelrand befinden.![]()
Diese drei, nennen wir die mal beim richtigen Namen "Angstschrauben" erfüllen zwei Funktionen.
{kind=link}
{kind=link}
{kind=link}
Fixieren der eingeklebten SpindelverlängerungsBuchse mit der Reduktion der Angst um das Durchdrehen der Spindel, wenn der Hochleistungskleber wider Erwarten versagen sollte.
Mit ihren 5mm Köpfen die ja 1mm tief in der Buchse sitzen und mit den restlichen 2 mm im Alu-Zahnriemenrad stecken, nehmen das anfallende Drehmoment auf und entlasten die M4 Schrauben die das ZrR auf der SvB fixieren.
Die ganze Konstruktion hat einen Nachteil der nicht unerwähnt bleiben darf, will man das Zahnriemen Rad mal entfernen, so müssen !!! alle 6 Inbusschrauben komplett ausgebaut werden !!! ansonsten verkrallen sich die 3 (Angst) Schrauben L=19mm in der Wandung des Alu Zahnriemen Rades.
Man kann natürlich in einer früheren Bauphase einen Freiraum für diese drei Schraubenköpfe schaffen, da ich aber schon das Zwischengetriebe der BF20 ausgebaut hatte, bleibt mir dieser Weg in Ermangelung einer weiteren Fräsmaschine verwehrt, ...man könnte auch mit einer Rundfeile.... aber lassen wir das, ich weiss ja wie ich das Teil ausbauen muss.
Nun geht's ans Eingemachte, es wird geklebt, dazu bauen wir die Druckfeder aus und lassen die Pinole vorsichtig runter, bitte vorher die beiden Inbusschrauben lösen, die den Z-Massstab halten. Die Pinole unten festhalten, damit sie nicht auf den Frästisch knallt und eventuell einen bleibenden Eindruck hinterlässt. Schlussendlich ist das obere Ende der Spindel frei und kann gründlich vom Fett der Feder gereinigt werden. Aber kein Lösungsmittel ins obere Kugellager schütten. Nachdem nun die Innenseite der Spindel schön Fettfrei ist, habe ich als Finish noch einen Spezialreiniger von Loctite eingesetzt um letzte Fettreste zu entfernen, auch die SvB habe ich damit gereinigt. Beide Teile habe ich gründlich ablüften lassen.
In die Nut der SvB wird der passende O-Ring als Dichtung gegen das runterfliessen des Klebers eingesetzt, die SvB wird nun bis zum O-Ring eingebaut, möglichst die mechanischen Markierungen jetzt schon einigermassen ausrichten, dass dann die Löcher der Schrauben übereinstimmen. Jetzt wird's knifflig, den Kleber sparsam auf die Wandung der SvB auftragen, und die Buchse langsam aber doch zügig, in die Spindel runterdrücken, aber darauf achten, dass genügend Kleber aufgetragen wird, aber nicht übertreiben, Kleber in den drei M3 Gewindelöchern ist nicht erwünscht. Auch sollte kein Kleber aussen runterlaufen sonst klebt man eventuell noch das Spindellager fest...
Nachdem ich so die SvB ganz in die Spindel drin hatte, habe ich die drei Spezialschrauben am Gewinde eingeölt und danach eingesetzt und festgeschraubt, damit die Endposition so festgehalten wird.
Ein Wochenende lang habe ich die Sache ruhen lassen, ausser dass ich zwischendurch die Schrauben leicht gelöst habe um zu schauen ob das Einölen nützt. Musste auch mal nach ölen weil doch Kleber ins Gewinde gekrochen ist, und die Schraube gerade noch gelöst werden konnte.
Der O-Ring hat gewirkt, kein Kleber ist unten ausgeflossen. Also die Klauenführung der Pinole wieder einfetten, Pinole einbauen, gefettete Druckfeder einsetzen und überstülpen der Feder Spannbuchse, Sicherungsscheibe einschieben.
Wenn man jetzt wieder was Fräsen muss, ist das möglich, mit der Originalkonfiguration.
{kind=link}
{kind=link}
{kind=link}